L’application de la peinture se fait dans une installation qui doit être la plus propre possible car la moindre poussière sur la pièce équivaut à un rebut ou à une retouche donc un coût supplémentaire. Lors de l’application par pulvérisation de la peinture, 40 à 50 % de celle-ci est projetée à l’extérieur car le pistolet commence à projeter la peinture avant que la pièce n’arrive au contact du jet. Cette perte est appelée overspray. Une cabine à rideau d’eau capte cet overspray à travers le ruissellement de l’eau qui contient un floculant.
– Protection des cabines de peinture :
Les parois de la cabine de peinture doivent être maintenues propres et claires et l’encrassement provoqué par les projections de peinture est absorbé par des vernis pelables (solvantés ou aqueux) pulvérisés sur les parois. Ce vernis est remplacé régulièrement en l’éliminant par pelage. Il existe également un autre procédé de dépose de dispersion grasse en phase aqueuse qui s’élimine par jet haute pression.
– Dénaturation de la peinture :
Le floculant appelé aussi parfois coagulant a pour but : – de dénaturer la peinture c’est-à-dire de supprimer son pouvoir collant afin de ne pas boucher les canalisations – de disperser la peinture – de coaguler (neutraliser les charges électriques) pour former un floc relargant – de supprimer la mousse créée par saponification des résines en milieu alcalin Les flocs sont évacués régulièrement afin d’éviter l’engorgement de la cuve et les dégagements bactériens nauséabonds. Une règle d’or : “Un floculant peinture agit à titre préventif, jamais à titre curatif”.
– Nettoyage des équipements des périphériques :
Marques Henkel pour le décapage :
BONDERITE C-MC = CLEANER – MAINTENANCE CLEANER Produits plutôt utilisés manuellement et dans le cadre de la maintenance
Autres substrats : verres, polycarbonates, plastics, peintures, etc….
2) Type de peinture à décaper
Poudre
Liquide
Polyurethane
A base d’eau
Polyester
A base de solvant
Polyester + epoxy
Cataphorétique
Le bon décapant doit être choisi à l’aide de tests(laboratoires Henkel)
3) Technologie nettoyante désirée
A chaud
A froid( (jusqu’à 40°C)
Alcalin mono composant à base d’eau
A base de benzyl d’alcohol
Nettoyant alcalin + additif à base d’eau
NMP (technique ancienne non désirée)
A base de phenolxyethanol
MeCl (technique restreinte)
A base de benzyl d’alcool
4) Type de pièces et peinture
Pièces rejetées
Rénovation
Généralement une fine couche de peinture à enlever
Une épaisse couche à enlever
Besoin de produits moins agressifs
Peinture ancienne (parfois inconnue)
Concentration plus basse
Besoin de produits plus agressifs
Concentration plus élevée
5) Type de décapage
Dissolution
Décapage par couche
Décapant alcalin à chaud
Solvants-MeCl
Quelques décapants à base d’alcool de benzyle
Economique dans le cadre d’un usage chimique
Système de filtrage et de séparation nécessaire
Recyclage du produit possible
6) Installation :
Immersion
Pulvérisation
Manuel
Préférentiel pour les petites pièces
Pour grandes quantités pièces
Pour décapage sporadique
Avec Ultra-Son
Pour grandes pièces
Pour très grandes pièces
Enlèvement de graffiti
Possibilité de produit thixotropique sous forme de gel
Process de décapage
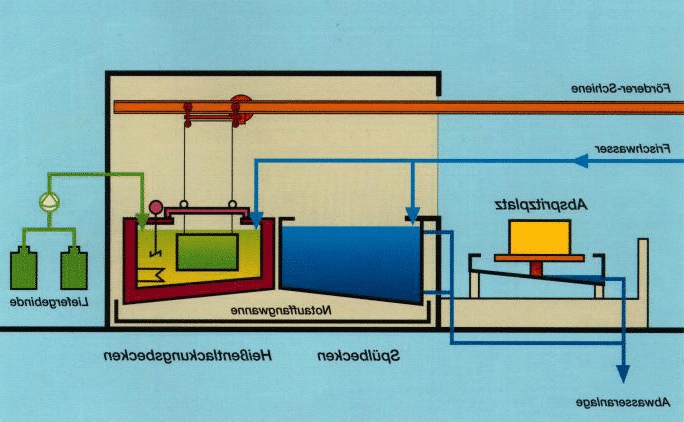
1) Immersion
Utilisation d’un bain alcalin à chaud et d’un décapant sec possible
Cuve de trempage avec couvercle mécanique ou chimique
Un peu d’agitation peut être utile
Trempage et/ou rinçage à haute pression pour une protection contre la corrosion est optionnelle
Avantage : La récupération du produit est possible par traitements des résidus boueux (système de filtration, centrifugeuse ou presse de filtrage)
2) Aspersion
Utilisation d’un décapant à chaud de préférence mais d’autres technologies sont possibles.
Avantage : Décapage rapide Idéal pour les grosses pièces
Inconvénient : Consommation de produit élevée car pas de récupération possible Décapage difficile dans le cas des pièces complexes Quand des produits secs sont utilisés, il faut un équipement de ventilation spécifique.
3) Processus de décapage standard
Décapage
Zone de rinçage: ⇒ Rinçage haute pression ⇒ Passivation
Zone de séchage
Presse de filtrage, possibilité de récupérer les résidus de peinture
4) Entretien du bain – Contrôle des paramètres procéduraux
A contrôler dans le cas des décapants à base d’eau
Optimum
Alcalinité
15-20% K(Na)OH(grosses épaisseurs)
Température
90°C
Concentration de résidus solides
Le fond de la cuve ne doit pas être rempli de boue
Concentration des agents décapants
Un support analytique d’Henkel est nécessaire
A contrôler dans le cas des décapants secs
Généralement pas de titrage possible
Contrôle du niveau du produit
Addition des composants A&B dans les proportions décrites
Diminution d’activité
Addition d’additifs expérimentalement
5) Optimisation du process
Système de chauffage – Le chauffage doit être indirect, en dehors de la cuve – Le chauffage direct peut causer: —> Distorsion de l’ébullition —> Séparation de phase —> Salage —>Consommation d’énergie élevée
Recouvrement des cuves d’immersion – Réduction de la contamination de l’air – Réduction des pertes de décapant
Fond de bassin conique – Les résidus boueux se déposeront dans le fond du cône – Ils peuvent être éliminés sans grosse perte de décapant
Légère agitation du bain – Temps de décapage réduit – Les turbulences causeront une perte des agents décapants
6) Passivation : Inhibiteur de corrosion pour stockage après décapage
La dernière des étapes du process de décapage est la passivation. Il s’agit de protéger le métal contre la corrosion pendant une durée déterminée*.
La passivation représente un état des métaux dans lequel leur vitesse de corrosion est notablement ralentie par la présence d’un film passif naturel ou artificiel, par rapport à ce qu’elle serait en l’absence de ce film.
La connaissance approfondie du phénomène de passivation et de l’ensemble des propriétés physiques et chimiques des films passifs est donc un enjeu essentiel pour de nombreuses applications industrielles.
APPLICATION :
Pulvérisation ou immersion
Température de la pièce jusque 70°C
Certain de nos produits peuvent aussi être utilisés comme neutralisant après un décapage à l’acide (utiliser alors un ph>10)
* La durée d’inhibition dépend de l’humidité, de la température et des conditions de stockage
Les additifs décapants sont des boosters nettoyants et sont utilisés pour garder le bain décapant en condition optimale pour obtenir un décapage constant.
Selon le décapant, différents types sont utilisés.
Les ingrédients principaux sont glycols, alcools, amines, alcalins.
3) Inhibiteur d’évaporation
Dans des procédés d’immersion, un inhibiteur d’évaporation peut être très utile. Cet additif à base de cire a de clairs avantages écologiques et environnementaux:
Moins d’évaporation d’eau
Pertes énergétiques réduites
Moins d’odeurs dans le cas d’un décapant à base de solvant
NOVASTRIP 9170 COVER 2 est un cover universel et peut être utilisé pour toutes les techniques de décapage.
4) Inhibiteur de corrosion pour stockage après décapage
La dernière des étapes du process de décapage est la passivation. Il s’agit de protéger le métal contre la corrosion pendant une durée déterminée.
Notre gamme de produits pour la passivation ont une durée d’inhibition* allant de 1 jour à 6 mois.
APPLICATION :
Pulvérisation ou immersion
Température de la pièce jusque 70°C
Certain de nos produits peuvent aussi être utilisés comme neutralisant après un décapage à l’acide (utiliser alors un ph>10)
* La durée d’inhibition dépend de l’humidité, de la température et des conditions de stockage
Vous êtes actuellement en train de consulter le contenu d'un espace réservé de X. Pour accéder au contenu réel, cliquez sur le bouton ci-dessous. Veuillez noter que ce faisant, des données seront partagées avec des providers tiers.
Vous devez charger le contenu de {{name}} pour soumettre le formulaire. Veuillez noter que ce faisant, des données seront partagées avec des providers tiers.